Phased Array Testing (PAUT)



A phased array system comprises probes with transducer assembly, which most commonly have 16 to 128 elements, with some having as many as 256 individual elements that can be pulsed separately for transmission and reception of high frequency sound waves. These can be arranged in a Linear array, 2D matrix, Annular array, circular array, and many possible different arrangements. A multi-element probe can be driven by a phased array system, which also features a sophisticated computer-based instrument that can receive and digitize returning echoes. These echoes can then be plotted in various standard formats. Phased array systems provide both versatility and capability in inspection settings by sweeping a sound beam across different refracted angles, along a straight path, or dynamically focusing on various depths.
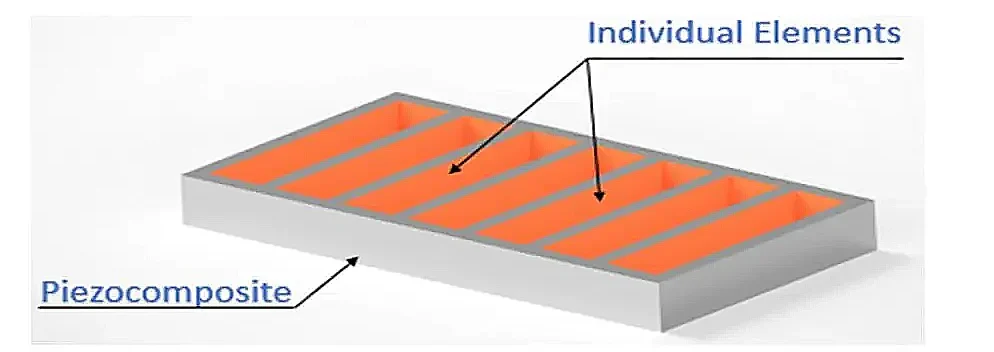
Typical Multi-Element Construction
Our applications for Ultrasonic Phased Array Testing (PAUT) are as follows:
- Wheelsonics of Turbine Rotors
Wheelsonics is a series of examinations that may be performed on different turbine rotor configurations. Our capabilities include:
➢ Tangential blade attachment examinations
The inspection of the ‘Christmas Tree’ structures is conducted in compliance with GE’s TIL-1277 and T- Slot structures, as seen on some Allis-Chalmers, Westinghouse, Parsons, and others.
➢ Disk bore and keyway examinations
Some turbine rotors are made up of central shafts with one or more of the blade disks/wheels shrink fit and keyed to the shaft. The disk/wheel bores are heavily loaded and susceptible to stress corrosion cracking. Our proprietary twin-armed Wheelsonic system, not only can evaluate the ends of the bores; but also, evaluate the critical central or the web section of the bores. With the advent of Phased Array UT technology, it is now possible to provide a cost-effective alternative to un-stacking a rotor.
➢ Peripheral examinations
For an examination of turbine rotors without center bores, we perform the peripheral volumetric examinations, instead of the boresonic examinations. For this inspection, we use our proprietary wheelsonic system which provides positive indexing and repeatable examination. In addition, this system utilizes the use of phased array techniques that allows for an examination of an expanded coverage area and an improved probability of detection by 700% to 800% over conventional L-wave techniques.
➢ Wheel-repair examinations
The rotor shaft and the blade disk/wheel sections of a turbine rotor are considered critical areas. The Wheelsonic system is used to evaluate defects found with surface tests and to assess repairs where applicable.
- High Energy Piping (HEP)
PAUT offers substantial technical advantages for the inspection of welding of HEP because the phased array beams can be electronically guided, scanned, swept, and focused from a fixed probe location. By focusing or directing the chosen beam angles perpendicular to the anticipated discontinuities, beam steering enables them to be ultrasonically tuned.
Compared to traditional ultrasonic inspection, the fault image obtained with numerous angles and beams provide a more accurate flaw characterization.
PAUT examination can be carried out manually, automatically, or semi-automatically
- Brushless Exciter Shaft Inspection
As reported on an OEM product bulletin, cracks have been found on the shrink fit that interface between the phase lead shield and the shaft on an exciter. This has become a typical problem that certain turbine and generator components are facing. We have proposed a unique solution to this problem - we have found that a periodic inspection of the shaft splines, utilizing a technique combination of a Phased Array UT inspection and borescope inspection without the removal of the phase shield lead shield can be effective in finding these cracks in this area.
Another UT technique that we have recommended and perfected within a Phased Array UT (PAUT) technology has resulted in an improvement of the sensitivity and probability of detection on chamfered end of the spline. With this improved technique, our UT array probe can provide detection with high sensitivity and probability despite the large metal path.
Lastly, our special fixture that we have developed, allows Phased Array (PAUT) probes to get as close as possible to the area of interest; thus, yielding much improved inspection results.
Advantages of Phased Array over Conventional UT
- The advantage of using multiple elements to steer, focus, and scan beams with a single probe assembly are that phased array technology possesses over traditional UT.
- Components can be mapped at the proper angles using beam steering, also known as S-scanning (sectorial scanning). This can make inspecting components with complicated geometry much more effortless. Sectorial scanning is also typically used for weld inspection.
- In instances with limited access for mechanical scanning, the probe's compact footprint and the capability to sweep the beam without moving the probe also help inspect such components.
- The likelihood of finding abnormalities increases significantly when welds can be tested from various angles with a single probe.
- Phased array inspection speeds can be up to ten times faster than traditional UT, which is a significant advantage.